Cartas de Control o Gráficos de Control
¿Qué son las Cartas de control o gráficos de control?
Estas
herramientas son utilizadas para monitorear la variabilidad de un proceso de producción
a lo largo del tiempo, detectando cualquier variación significativa que pueda
indicar problemas en el proceso.
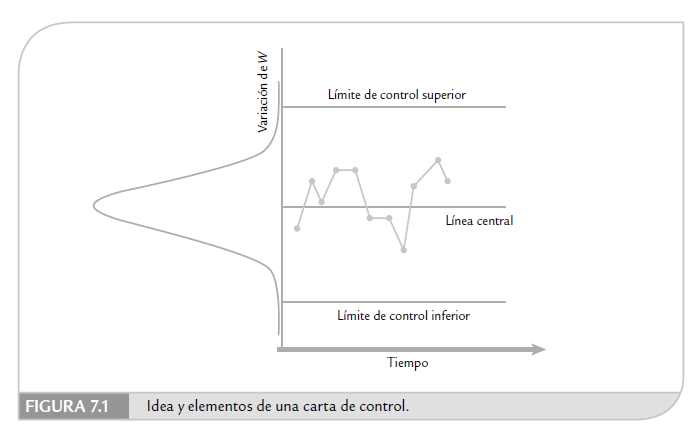
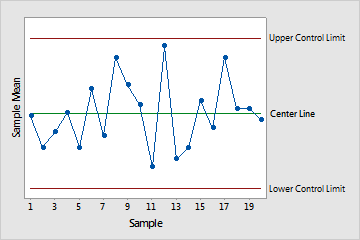
Consiste en un
gráfico en el que se representan las mediciones o características de Calidad de
un proceso en función del tiempo o del orden de producción. Además, suelen
incluir líneas de control superior e inferior o izquierda y derecha según el
caso, que representan los límites dentro de los cuales se espera que las
mediciones del proceso se mantengan si este se encuentra bajo control, siendo calculadas
a partir de los datos históricos del proceso.

Al permitir la
monitorización continua y la rápida detección de problemas potenciales,
impulsan la mejora de la Calidad y eficiencia de los procesos.
Tipos de errores que pueden cometerse en una Carta de Control.
En el proceso de
interpretación y uso de Cartas de Control pueden presentarse diferentes tipos
de errores que podrían llevar a conclusiones erróneas sobre la estabilidad de
un proceso.
Estas pueden
clasificarse en:
-
Error de Tipo I (Falso Positivo)
Ocurre
cuando se concluye que el proceso está fuera de control cuando en realidad se
encuentra estable.
Esto
podría darse por la interpretación incorrecta de una fluctuación natural dentro
de los límites de control como una señal de alerta para la estabilidad del mismo,
lo que llevaría a medidas necesarias de corrección.
-
Error de Tipo II (Falso Negativo)
Por
su parte, este ocurre cuando se concluye que el proceso está bajo control
cuando en realidad está fuera de.
Esto puede presentarse al pasar por alto señales reales de que el proceso no se encuentra estable debido a una fluctuación dentro de los límites de control, lo que podría llevar a no tomar las medidas correctivas cuando es necesario.
Otros tipos de
errores pertinentes a las Cartas de Control incluyen:
-
Errores de Muestreo.
Se
presenta cuando los datos utilizados para construir la carta de control no son
representativos de la variabilidad del proceso, lo que puede derivar en
conclusiones no reales. Esto puede darse por:
-
Tamaño de muestra inadecuado.
-
Frecuencia de muestreo inapropiada.
- Selección sesgada de los datos.
-
Errores de diseño de la Carta de Control.
Es
decir, la elección de un tipo de carta de control inadecuado para los datos o características
del proceso.

Clasificación de las Cartas de control o gráficos de control.
Las Cartas de Control
se clasifican de acuerdo a los datos monitoreados, entre ellas:
-
Cartas de Control de Datos Variables.
Utilizadas
para monitorear características de un proceso que se pueden medir de forma
continua (dimensiones, pesos, tiempos, etc.).
Estas
incluyen:
-
Carta X-barra y R.
-
Carta X-barra y S.
- Carta individual - MR(IMR).
-
Cartas de Control para datos de Atributos.
Utilizadas
cuando se están monitoreando características del proceso que se pueden clasificar
como conformes o no conformes (presencia / ausencia de defectos, calidad del producto,
etc.).
Entre
estas se encuentran:
-
Carta p.
-
Carta np.
-
Carta C.
-
Carta U.
-
Cartas de Control para datos de tiempo o eventos.
Utilizadas para monitorear la ocurrencia de eventos en el tiempo (tiempos de espera, de ciclo, entre fallos, etc.).
Además, pueden clasificarse de acuerdo al número de características monitoreadas:
- Univariadas (1 característica a la vez)
- Multivariadas (Son menos comunes).
También respecto a su objetivo de análisis:
- Medición del Proceso: Monitorear la variabilidad en un proceso de producción.
- Inspección del Proceso: Utilizadas para identificar y corregir problemas específicos del proceso, como lo serían defectos en el producto.
Según el tipo de Límites de Control utilizados:
- Fijos.
- Móviles: Los límites se ajustan periódicamente en función de los datos más recientes para reflejar mejor la variabilidad del proceso.
De acuerdo al gráfico empleado:
- De puntos: Representan valores individuales del proceso a lo largo del tiempo.
- Acumulativos: Representan la suma acumulativa o la media acumulativa de los datos a lo largo del tiempo.
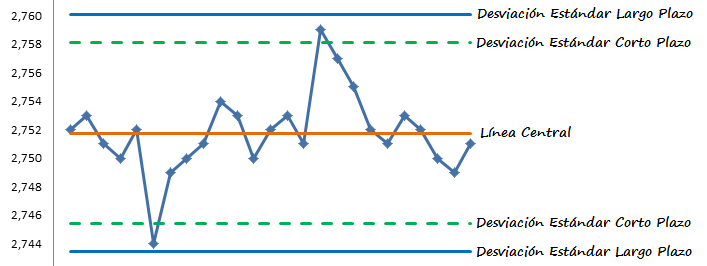
Límites Naturales o reales en una carta de control VS Límites de Especificación.
Los Límites Naturales, también conocidos como límites de control estadístico, son
calculados a partir de la variabilidad inherente al proceso, es decir, se basan
en la variación aleatoria que se espera en un proceso estable y bajo control.
Se calculan empleando métodos estadísticos a partir de los datos históricos del proceso, como lo son la media y la desviación estándar, por lo que permiten observar si el proceso está funcionando de manera consistente.

Cabe mencionar que por lo general son más estrechos que los límites naturales, dado que están diseñados para asegurar que el producto cumpla con sus estándares de Calidad.

Diseño de Tolerancias.
El diseño de Tolerancias es la aplicación del diseño del
“Diseño de Experimentos”, para hacer cambios sistemáticos en las tolerancias,
con el fin de determinar que factores son los que más contribuyen a la
variación del producto final.


Evaluación de una carta de control.
Una manera de evaluar una carta de control es con la
longitud promedio de la corrida (ARL, por sus siglas en ingles). En esencia, la
ARL, es el número promedio de puntos que deben graficarse antes de que un punto
indique una condición de fuera de control. Como la distribución de probabilidad
de la ARL es geométrica, para su cálculo utilizamos la media de esta
distribución. Si las observaciones del proceso son independientes una de otra,
entonces para cualquier carta de Shewhart, la ARL, puede calcularse como:

Donde p es la probabilidad de ocurrencia de un éxito,
considerando como éxito un punto fuera de los límites.
También se puede calcular la longitud promedio de corrida
cuando el proceso está fuera de control, donde p es la probabilidad de que se
detecte el corrimiento de la media, en el caso de carta x . Si β representa la
probabilidad de que no se detecte el cambio de la media del proceso, (1 - β )
representa la probabilidad de que sí se detecte. Por lo tanto:


Donde p es la probabilidad de ocurrencia de un éxito, considerando como éxito un punto fuera de los límites.
También se puede calcular la longitud promedio de corrida cuando el proceso está fuera de control, donde p es la probabilidad de que se detecte el corrimiento de la media, en el caso de carta x . Si β representa la probabilidad de que no se detecte el cambio de la media del proceso, (1 - β ) representa la probabilidad de que sí se detecte. Por lo tanto:

Reglas de sensibilización para cartas de control.
Estas reglas se emplean para aumentar la sensibilidad de las
cartas para detectar situaciones de fuera de control.
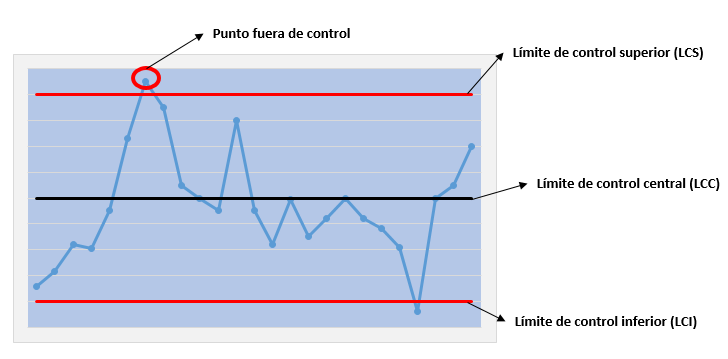
a) Un punto por fuera de los límites de control tres sigmas
b) Dos de tres puntos
consecutivos entre los límites dos y tres sigmas.
c) Cinco puntos
consecutivos por encima o por debajo de la línea central.
d) Seis puntos consecutivos que se incrementan o se
decrementan de manera sostenida.
e) Un patrón no aleatorio en los datos. La desventaja de la
aplicación de varias reglas de sensibilización está en el hecho de que cada una
de estas introduce un determinado error tipo I y se van potenciando una a otra.
¿Qué tipo de carta de control utilizar?
Atendiendo a la característica del
proceso o productos que se mide, las cartas de control se dividen en dos
grandes grupos: Para variables y para atributos.
Los diagramas de control para
variables se usan para contrastar las características de calidad
cuantitativas. Suelen permitir el uso de procedimientos de control más
eficientes y proporciona más información respecto al rendimiento del proceso
que los diagramas de control de atributos, que son utilizados para contrastar
características cualitativas, esto es, características no cuantificables
numéricamente.
Cartas de Control por Variables.
- Medias y Rangos.
- Medias y Desviaciones Estándar.
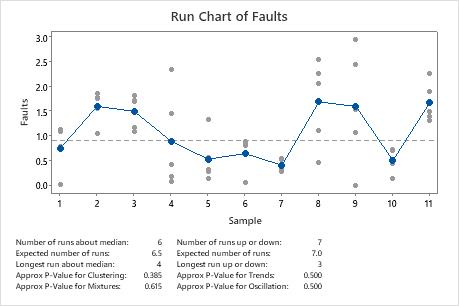
- Gráfica de Corridas (Run-Chart).
- Gráfico de Individuales. (I-MR).
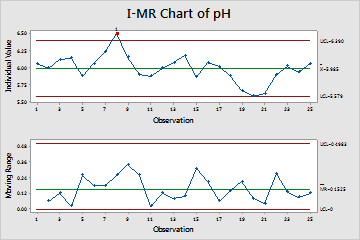
Cartas de Control con Memoria.
Las cartas con
memoria son para detectar cambios graduales o tendencias, algunas incluyen el
grafico de sumas acumuladas (CUSUM) y el grafico de media móvil ponderada
exponencial (EWMA) y el grafico auto regresivo integrado de medias móviles (ARIMA).
- Gráfico de Sumas Acumuladas (CUSUM).
Se presenta como
una alternativa al grafico de Shewhart. Incorpora directamente toda la
información representando las sumas acumuladas de las desviaciones de los
valores muestrales respecto de un valor objetivo.

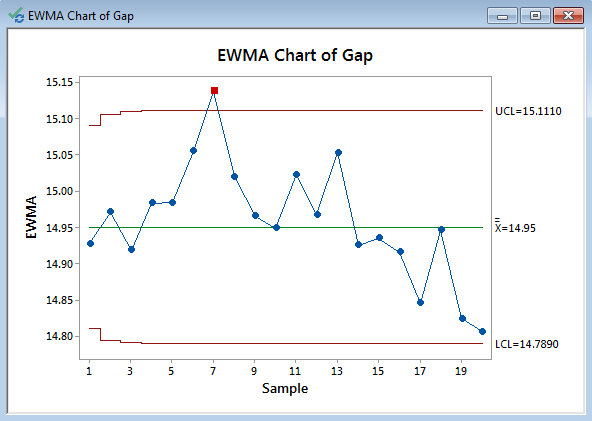
- Gráfico EWMA.
Calcula una
media ponderada de puntos de datos pasados, dando más importancia a las
observaciones recientes. Esto permite una detección más sensible de los cambios
en el proceso, ya que se adapta rápidamente a los nuevos datos y reduce el
efecto de las observaciones más antiguas.
- Gráfico ARIMA.
En contraste con otros gráficos de control, los
gráficos ARIMA no asumen que las observaciones sucesivas son independientes. En
lugar, un modelo estadístico se construye para describir la correlación serial entre
las observaciones a lo largo del tiempo. Entonces las señales de un
fuera-de-control se basan en las desviaciones del proceso de este modelo
dinámico de serie del tiempo.
Estudio de Capacidad y Estabilidad de un proceso.
Estudio de capacidad y estabilidad de un proceso en el control estadístico de procesos es crucial para asegurar que un proceso pueda producir productos de manera consistente dentro de las especificaciones requeridas por el cliente, y que el proceso sea estable a lo largo del tiempo para minimizar la variabilidad no deseada.

Cartas de Control por Atributos.
Existen características de calidad de un producto que no son medidas con un instrumento de medición en una escala continua o al menos en una numérica. En estos casos, el producto se juzga como conforme o no conforme, dependiendo de si posee ciertos atributos; también, al producto se le podrá contar el número de defectos o no conformidades que tiene.
- Carta p.

- Carta np

- Carta c


- Carta u

Comentarios
Publicar un comentario